
Are Your Forklift Forks Safe? If Not Learn How To Make Them Safe!
For A Forklift Fork Free Quote Call 281-342-0200
Forklift Safety Inspection Guide
Step 1 Set Calipers Set the front teeth of the jaws by measuring the thickness of the shank. Make certain that the caliper is held square across the shank for an precise reading.
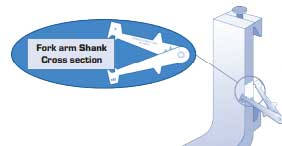
 Step 2 Check Fork Blade Thickness
Step 2 Check Fork Blade Thickness
A. Position the jaws of the caliper over the flanks of the fork arm blade. If inside teeth of caliper hit fork, it has less than 10% wear and can remain in service.
 B. Replace If Necessary If the caliper does pass over freely, the fork arm must be taken out of service. This represents 10% wear and 20% reduction in capacity.
B. Replace If Necessary If the caliper does pass over freely, the fork arm must be taken out of service. This represents 10% wear and 20% reduction in capacity.
C. Move the calipers towards the upright. Ensure that the caliper arms are both parallel to the blade and to the upright.
D. Open/close the calipers so that the two similar extruding pieces on the vertical leg of the calipers both touch the upright/shank of the fork.
E. When you are sure that all 4 points are simultaneously in contact with the fork, gently remove the calipers and look a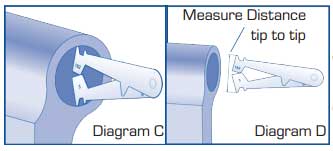 t the indicator line found at the top of the hinge pin.
t the indicator line found at the top of the hinge pin.
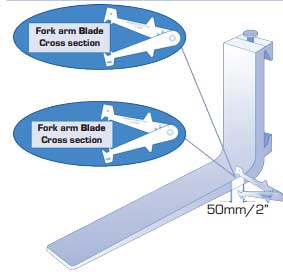
Note: If the line on the horizontal leg (that points vertically) is found to lie beyond either the 93º or 87º indicator line, the fork should be marked to be checked for either permanent deformation, possible stress cracks or any other defect that could impede the safe use of the fork. Note: Some forks are manufactured purposely to angles greater or less than 90º.
 Step 3 Check Fork Heel Angle
Step 3 Check Fork Heel Angle
A. Open the calipers to approximately 90º and place the calipers in the top inside heel area of the fork (on top of the blade).
B. Ensure that the 2 lower pieces on the horizontal leg are both touching the top of the blade.
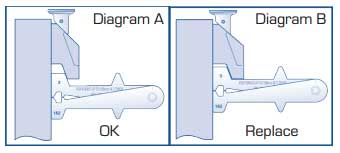
Step 4 Checking Fork Hooks
Use the end of the caliper designed for your fork class. If the fork caliper slides entirely into the hook pocket (Diagram B) the fork must be removed from service. Fork arm Shank Cross section Fork arm Blade Cross section Fork arm Blade Cross section Note: Standard calipers can be used on forks up to and including 100mm, (4”) thick. They are NOT TO BE USED ON FULL OR LUMBER TAPERED FORKS where the upright thickness is more than that of the blade. In these cases 10% reduction must be obtained by measurement. You will need to know the original fork blade thickness
Step 5 Measuring the Bore on Shaft/Pin Type Forks Insert the reversed caliper inside the eye of the tube (see Diagram C) opening the teeth until both sides of the teeth come in contact with the inside wall of the tube. Pull the caliper out and measure the distance from tip to tip (see Diagram D).
For A Forklift Fork Free Quote Call 281-342-0200
Are your forks Safe? OSHA as well as legal responsibility concerns demand planned fork inspections. What is mandatory? ANSI/ITSDF B56.1 and B56.6 Safety Standards require:
1. For Inspection once every 12 months or at any time permanent damage is noticed. Rigorous usage applications necessitate regular inspections.
2. Fork assessment records to be kept & updated.
3. Inspection to be done by a trained employees
4.Inspect for:
- Surface Cracks – If found take forks out from service. The collar on shaft-mounted forks must be carefully inspected for cracks or deformation.
- If Straightness of fork blade or shank is found in excess of 0.5% of blade length or shank height take fork out of service.
- If Fork angle from upper face of blade to load face of shank is in excess 93 degrees or more than 3 degrees of original requirement take out of service.
- If blade fork tips are more than 3% blade length difference in relative height take out of service.
- If fork wear, particularly in heel area, is in excess of 10% take out service. Note: 10% wear reduces fork lift capability by 20%
- If damage or extreme wear is found in hooks or in collars on shaft-mounted forks take out of service.
- Faulty Locking pins (if so equipped) – if found quickly replace
- Capacity and other instructions on side of forks must be able to be seen.
5. Only the fork manufacturer or somebody of equivalent skill may determine if a fork can be repaired. Surface cracks and wear are not repairable. Forks that can not be repaired must be cut in half at the heel region.
6. If forks are straightened they must be heat treated and load tested in accordance with the ANSI/ITSDF standard.